Ocynkowana blacha stalowa jest wyrobem hutniczym. Powstaje w wyniku pokrycia stali warstwą cynku. Dzięki temu stal ma bardzo duże właściwości antykorozyjne i można z niej wykonywać kompletne systemy orynnowania.
Tekst Roman Tereszkiewicz
Najbardziej znanym i najstarszym sposobem zabezpieczania blachy stalowej jest cynkowanie ogniowe, które zapewnia trwałość na ponad 50 lat.
Mimo, że proces cynkowania jest stosowany od dawna, to wdrażane są nowsze rozwiązania technologiczne w celu osiągnięcia lepszego zabezpieczenia przed rdzą. Powłoka cynku powstaje na skutek reakcji pomiędzy żelazem a cynkiem, w wyniku której powstaje stop. Reakcja cynkowania między cynkiem a stalą zachodzi w ciekłym cynku, zwykle w temperaturze 445-460°C. W tej temperaturze żelazo i cynk szybko reagują ze sobą. Stal jest zanurzona w cynku tylko przez kilka, kilkanaście minut. Blachę wyjmuje się z cynku po zakończeniu reakcji.

Pomimo tego, że powłoka cynku została już uformowana, jej wewnętrzna struktura ciągle się zmienia aż do momentu, kiedy stal osiągnie normalną temperaturę. Na jej powierzchni powstaje mechanicznie wytrzymała, trwała i nieprzepuszczalna powłoka, która chroni stal. Rynny z blachy ocynkowanej o wysokiej powłoce cynku Z200-Z275 nie wymagają dodatkowej ochrony przez około 10-20 lat.
Blacha ocynkowana na początku błyszcząca z biegiem czasu szarzeje, tracąc swój blask. Dawniej blachy stalowe po procesie cynkowania miały widoczny wzór kwiatowy i były mało plastyczne. Obecne technologie cynkowania pozwalają uzyskać efekt łudząco podobny do blachy cynkowo-tytanowej (gładką i błyszczącą powierzchnię). Grubość blach stosowanych do produkcji rynien są określone w normach PN-EN.

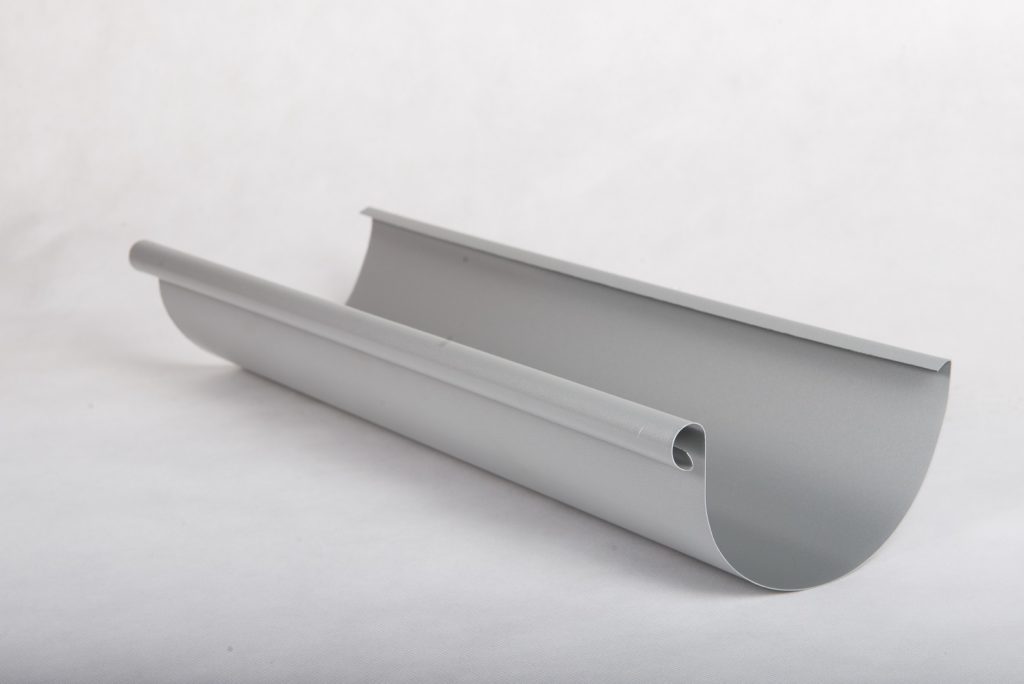
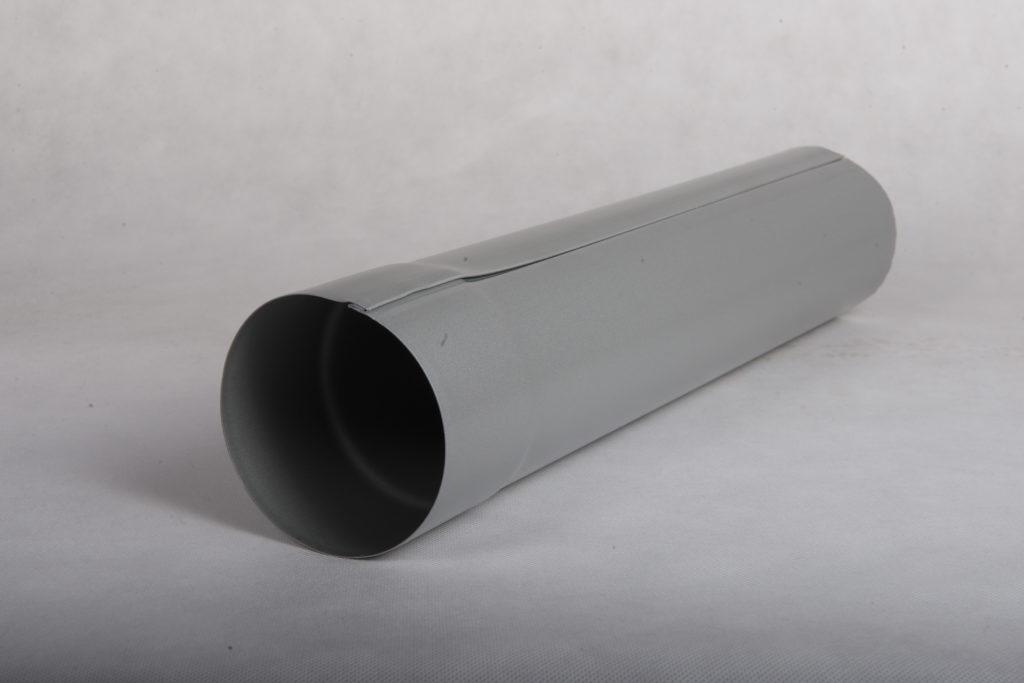
Rynny i rury spustowe cynkowane
Pierwsze masowo stosowane tradycyjnie rynny wykonywano z arkuszy blachy ocynkowanej. Maksymalny rozmiar blach wynosił 1 × 2 m. Załamania były spowodowane słabą plastycznością w stosunku do kierunku walcowania. Dlatego blachy zostały podzielone na odcinki o długości 1 m (śląska doktryna cynkowa), a rynny na części 2-metrowego arkusza blachy. Przykład: z dziesiątej (10) części arkusza blachy o szerokości 20 cm 12 cm przeznaczamy na formowanie półokrągłej rynny o średnicy 80 mm; z kolejnych 2 cm formuje się tylną ,,podwyższoną” krawędź wewnętrzną rynny, a pozostałe 4 cm są formowane jako zewnętrzna okrągła wulsta.
Spadki
Rynna ocynkowana jest najbardziej narażona na korozję ze wszystkich metali, a jej największym „wrogiem” są zastoiny wody. Z tego też powodu podczas montażu należy zachować odpowiednie spadki. Wytyczne przewidują nachylenie co najmniej 1-3 mm na długości 1 m. Aby jednak rynna sama się oczyszczała, zaleca się większy spadek – o wielkości nawet 5 mm.
Instalując rynny ze spadkiem, trzeba wiedzieć, jakie jest jej całkowite nachylenie. Można to łatwo obliczyć. Nachylenie rynny podano odpowiednio w (x) mm na 1 m rynny, gdzie (x) może wynosić 1 mm, 3 mm, 5 mm. Oznacza to, że początek rynny jest montowany o (x) mm wyżej niż jej koniec. Na długości 2 m nachylenie (x) jest mnożone przez 2. W takiej sytuacji początek musi być ustalony 2 razy wyżej niż koniec.
Aby obliczyć całkowite nachylenie rynny (C), musimy znać długość rynny (A) i nachylenie w mm (B). Jeśli są znane długość i spadek, można użyć formuły do obliczenia spadku na całej długości: A x B = C.
W tabeli 2 można zauważyć, że przy długości rynny 12 m i nachyleniu 5 mm należy uwzględnić całkowity spadek 60 mm. Odpowiada to różnicy wysokości od początku do końca rynien wynoszącej 6 cm.
Następnie zaleca się, aby poziomo wzdłuż okapu rozciągnąć sznur poziomujący. Najlepiej zrobić to z poziomicą. W ten sposób z uwzględnieniem spadku powinny być montowane uchwyty rynien.
WŁAŚCIWOŚCI CYNKU



- Symbol: Zn
- Gęstość (ciężar właściwy): 7134 kg/m3
- Temperatura topnienia: 419,53°C
- Współczynnik rozszerzalności liniowej: 31 x 10-6 1/deg
- Moduł (współczynnik) sprężystości
- podłużnej: 110 GPa
ZALETY ORYNNOWANIA Z BLACHY OCYNKOWANEJ
+ niskie koszty w porównaniu z innymi metalami;
+ duża popularność;
+ wiele dodatkowych elementów systemowych;
+ montaż na złączki eliminujący lutowanie;
+ możliwość malowania proszkowego, które skutecznie zabezpiecza materiał i jednocześnie nadaje mu wymagany kolor;
– brak ocynku na ciętych krawędziach, przez co blacha może rdzewieć;
– montaż wymagający wiedzy i umiejętności;
– konserwacja po kilku latach użytkowania: malowanie ręczne lub natryskowe jest możliwe (po dokładnym odtłuszczeniu), jednakże farba może się łuszczyć.