
Obecnie większość materiałów używanych w procesie budowlanym jest przywożona na plac budowy w postaci gotowych wyrobów lub prefabrykatów. Dzisiaj nikt nie wykonuje sam pustaków, nie miesza betonu, nie zamawia okien u stolarza. Wszystkie te produkty (bloczki, stropy, nadproża, kominy, schody i wiele innych elementów) są wytwarzane w fabrykach. Tak też produkuje się konstrukcje drewniane.
Tekst dr inż. WOJCIECH SIKORA
Konstrukcje z drewna są również wytwarzane w zakładach prefabrykacji. W ostatnich latach dynamicznie wzrosło zastosowanie więźby z fabryki. Są to prefabrykowane elementy dachów w postaci tradycyjnych elementów (fot.1), kratownic drewnianych (fot. 2) czy dźwigarów z drewna klejonego.


Prefabrykowanie tradycyjnych elementów konstrukcji drewnianych
Projektant na podstawie danych uzyskanych z projektu budowlanego za pomocą specjalnego oprogramowania może stworzyć model całej konstrukcji. Programy te najczęściej działają w środowisku CAD. W tak wykonanym projekcie możemy zobaczyć w 3D zarówno cały dach, jak i poszczególne elementy jego konstrukcji. Programy najczęściej są przystosowane do współpracy z centrami obróbczymi, które wykonują poszczególne elementy. CNC optymalizuje cięcie tak, aby jak najlepiej wykorzystać materiał.
Elementy prefabrykowane muszą być wykonane z drewna suchego, dobrej jakości klasyfikowanego zgodnie z normą PN-EN 338: 2016-06 Drewno konstrukcyjne – Klasy wytrzymałości oraz PN-EN 336: 2013-12 – Drewno konstrukcyjne – Wymiary, dopuszczalne odchyłki. Wszelkich krzywizn, zwichrowań, różnic wymiarowych na przekroju maszyny obróbcze nie tolerują.
Przygotowane elementy przewiezione na budowę z łatwością i dokładnością można zamontować. Oszczędzamy czas i materiał. Tak wykonana konstrukcja może być elementem ozdobnym. Wszystko jest strugane, w jednym wymiarze, dopasowane.
Konstrukcje dźwigarów dachowych
Tradycyjne połączenia ciesielskie – wręby, czopy, jaskółcze ogony i inne – nie pozwalają na wykorzystanie w pełni możliwości drewna jako materiału konstrukcyjnego. W 1952 roku w Stanach Zjednoczonych zaczęto stosować pierwsze łączniki stalowe z kolcami. Technologia ta bardzo szybko rozpowszechniła się w Ameryce Północnej, a następnie w Europie i na całym świecie. W Europie najwięcej dachów z zastosowaniem łączników stalowych z kolcami wykonuje się w krajach skandynawskich, w Anglii, we Francji i w Czechach. Pierwszy zakład prefabrykacji powstał w Polsce w 1989 roku. Obecnie jest około dziesięciu dużych producentów wprasowujących rocznie ponad 50 ton płytek kolczastych. Wykorzystanie płytek kolczastych w połączeniach litego drewna pozwoliło na szersze zastosowanie drewnianych konstrukcji. Grubość i wielkość płytki, a co za tym idzie – liczba kolców (odmiany gwoździ), ich długość i przekrój są podstawowymi danymi do obliczeń konstrukcyjnych połączeń. Nie zawsze projektanci rozumieją ideę takich połączeń. Przykładem błędów w projektowaniu może być rozwiązanie, w którym „docina się” płytki do kształtu węzła, między innymi także w połączeniu krzyżowym prętów.
Standardowo produkowane wiązary na płytki kolczaste mogą mieć rozpiętość do 30 m (naturalnie bez podpór pośrednich, a w dachu łukowym – do 35 m. Nie ma również ograniczeń kąta nachylenia dachu oraz stworzenia przestrzeni w poddaszu. Przykładami mogą być: dach mansardowy (fot. 3) i dach z poddaszem użytkowym. W obiektach magazynowych, inwentarskich i innych stosuje się wiązary nożycowe (fot. 4).


Projektowanie wiązarów kratownicowych. Podstawową cechą (zaletą) wiązarów są prawidłowo wykonane obliczenia konstrukcyjne. Do ich wykonania dla kratownic z drewna litego łączonego za pomocą płytek kolczastych wykorzystuje się specjalistyczne programy komputerowe. Obliczenia są wykonywane zgodnie z normami: PN-EN 1995-1-1: 2010, PN-EN 1991-1-1: 2004, PN-EN 1991-1-3: 2005, PN-EN 1991-1-4: 2008 wraz z załącznikami krajowymi.
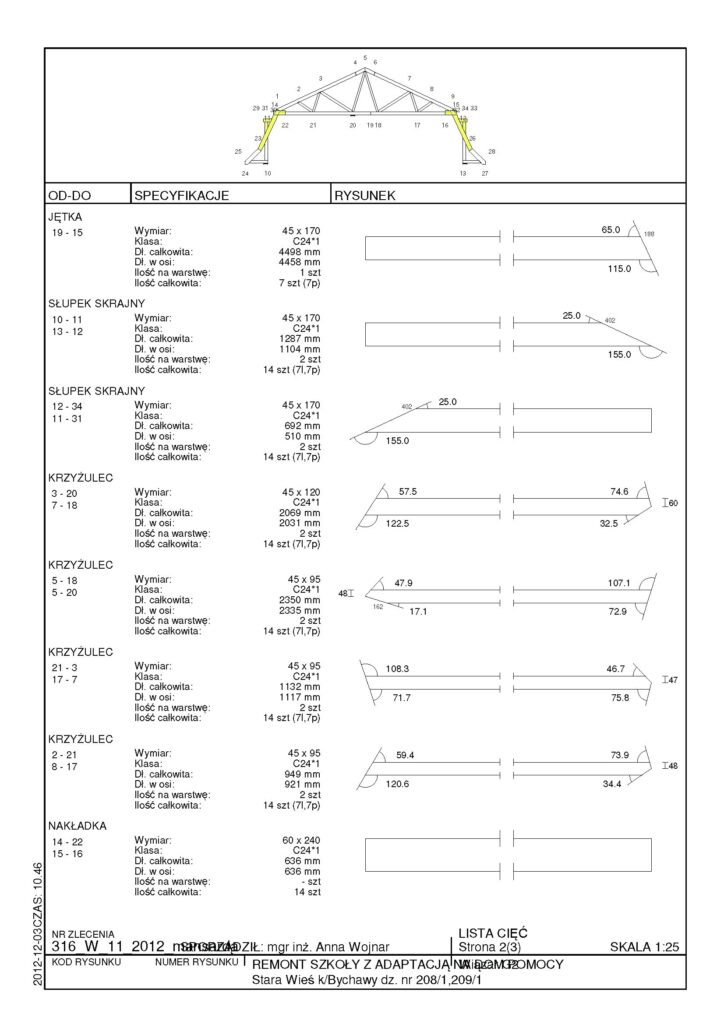
Produkcja – prefabrykacja. Cały proces produkcji jest zgodny z normą PN EN 14250: 2010. Najpierw przygotowuje się dokumentację. Otrzymane z programu rysunki produkcyjne (rys. 1) są w formie plików CNC na piłę, prasę i do projekcji laserowej.
Docięte deski są poddawane impregnacji zanurzeniowo w wannach lub ciśnieniowo preparatami solnymi przeciw grzybom, owadom i biokorozji oraz do odporności ogniowej B2s0d2.
Kolejnym etapem produkcji jest łączenie dociętych pasów i krzyżulców płytkami kolczastymi. Najczęściej stosuje się płytki kolczaste z blachy ocynkowanej:
- GNA-20 – grubość blachy 1 mm, długość kolca 8 mm,
- T-150 – grubość blachy 1,5 mm, długość kolca – 15 mm,
- M-14 – grubość blachy 2 mm, długość kolca – 20 mm.
Do ich wprasowywania używa się prasy o nacisku 25-50 ton. Mogą to być prasy typu „C” i prasy stołowe. Stanowiska na prasach typu „C” składają się ze specjalnych przestawnych stolików, które są mocowane do stalowej podłogi za pomocą magnesów. Stoliki układa się do kształtu wiązara i pod węzłami. Zamocowane na nich ograniczniki stabilizują położenie elementów wiązara i pozwalają na zachowanie powtarzalności wykonania kolejnych wiązarów.
W prasach stołowych stoły są zamocowane na stałe do posadzki. Układa się na nich elementy wiązara. Są one stabilizowane przez ograniczniki, które ustawia się ręcznie lub automatycznie. Przesuwający się most ze stemplem wprasowuje płytki. Cały ten proces może być sterowany ręcznie lub wykonywany automatycznie. W tym ostatnim przypadku po wprowadzeniu plików z położeniem płytek stempel wybiera sobie optymalny sposób wprasowywania.
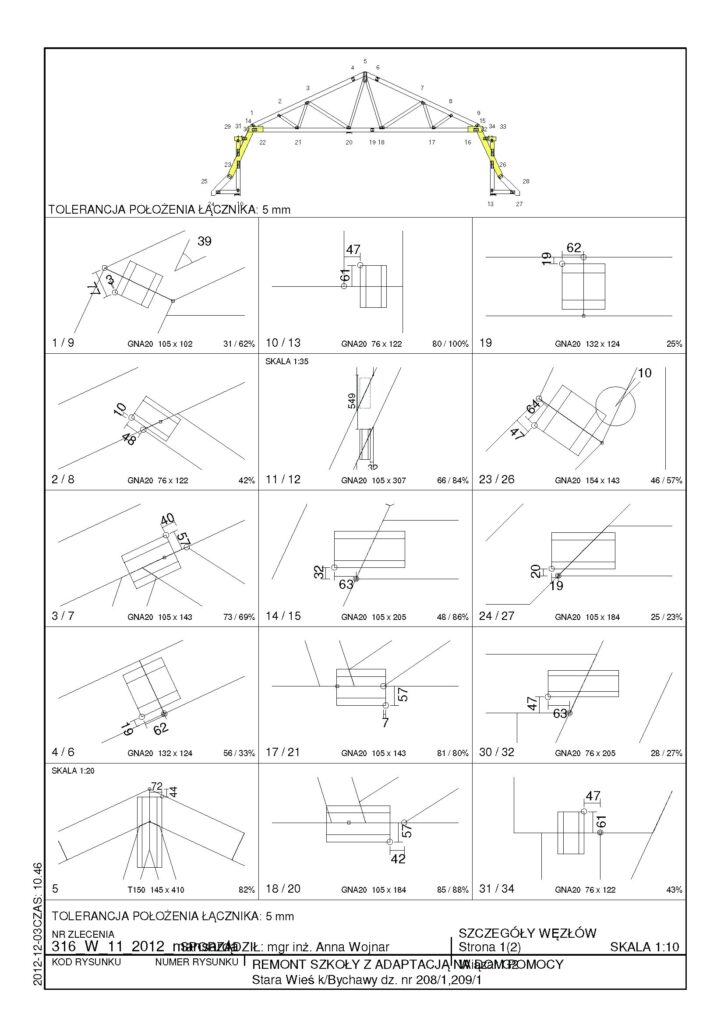
Projekcja laserowa na stołach roboczych wyświetla kształt wiązara z położeniem krzyżulców i płytek kolczastych. Na rysunkach warsztatowych wygenerowanych przez program (rys. 1) są pokazane: położenia elementów (pasów i krzyżulców), ich oznaczenie, położenie łączników (rys. 2), typ oraz rozmiar łącznika.

Przygotowane w fabryce konstrukcje są transportowane na budowę. Dachy o dużej rozpiętości wykonuje się w kilku częściach i zespala na budowie za pomocą płytek połówkowych lub płytkami kolczastymi za pomocą pras mobilnych.




Bibliografia:
1 PN-EN 1995-1-1. Projektowanie konstrukcji drewnianych Część 1-1: Postanowienia ogólne Reguły ogólne i reguły dotyczące budynków, PKN 2010
2 PN-EN 1995-1-1. Projektowanie konstrukcji drewnianych Część 1-1: Postanowienia ogólne Reguły ogólne i reguły dotyczące budynków, PKN 2010
3 PN-EN 1991-3 Eurokod 1. Oddziaływania na konstrukcje Część 1-3: Oddziaływania ogólne Obciążenie śniegiem, PKN 2015
4 PN-EN 1991-1-4. Oddziaływania na konstrukcje, Część 1-4: Oddziaływania ogólne – Oddziaływania wiatru, PKN 2010
5 PN-EN 14250. Konstrukcje drewniane. Wymagania produkcyjne dotyczące prefabrykowanych elementów konstrukcyjnych łączonych płytkami kolczastymi. PKN 2010.

WOJCIECH SIKORA
Dr inż. nauk technicznych (konstrukcje drewniane). Prezes zarządu firmy SAWE Sp. z o. o.
Sp. K. www.sawe.pl produkującej od 40 lat konstrukcje drewniane. Specjalizuje się w wiązarach dachowych z litego drewna łączonego za pomocą płytek kolczastych oraz prefabrykacji domów szkieletowych.