Zjawisko kruchości wodorowej od lat stanowi jedno z najpoważniejszych zagrożeń dla niezawodności stalowych elementów złącznych. Choć trudno je dostrzec gołym okiem, jego skutki mogą być katastrofalne – od niewidocznych mikropęknięć aż po nagłe, niespodziewane złamanie śruby czy wkrętu.
Tekst Karol Pawlik
W ostatnich latach, wraz z dynamicznym rozwojem budownictwa drewnianego i prefabrykacji, problem kruchości wodorowej coraz częściej dotyczy także elementów złącznych, stosowanych w konstrukcjach z drewna. Jako że rośnie liczba połączeń opartych na wkrętach ciesielskich, wzrasta też ryzyko wystąpienia tego zjawiska w praktyce montażowej.
Na czym polega kruchość wodorowa?
Kruchość wodorowa (ang. Hydrogen Embrittlement, HE) to zjawisko, polegające na kruchym pękaniu elementu stalowego nasyconego wodorem pod wpływem stale działających naprężeń (o źródłach zarówno wewnętrznych, jak i zewnętrznych), często znacząco niższych od deklarowanej wytrzymałości elementu. Nazywana jest również zjawiskiem opóźnionego pękania lub pękania zwłocznego.

Dwa źródła problemu: IHE i EHE
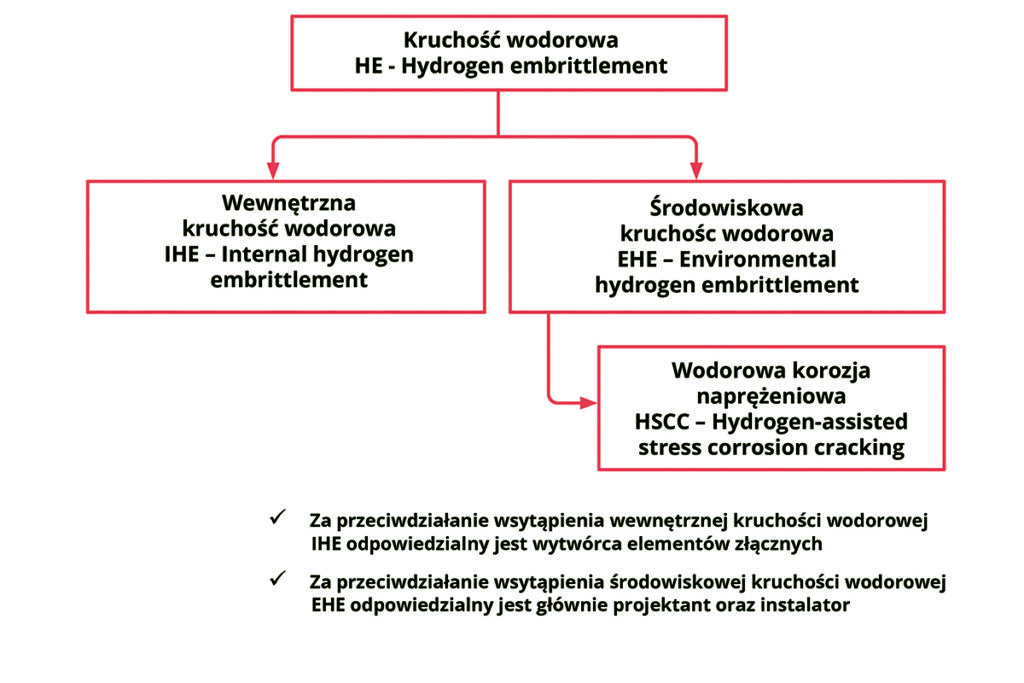
Z praktycznego punktu widzenia można mówić o dwóch głównych typach kruchości wodorowej:
- wewnętrznej kruchości wodorowej (IHE – Internal Hydrogen Embrittlement) – wynika ona z obecności wodoru, który został wprowadzony do materiału podczas procesów produkcyjnych. Jej źródłami mogą być: trawienie w kwasach, czyszczenie elektrolityczne, obróbka cieplna w atmosferach zawierających wodór czy atrybut niemal wszystkich łączników stalowych – powlekanie galwaniczne (np. cynkowanie). To obszar, za który odpowiada przede wszystkim producent elementu złącznego.
- środowiskowej kruchości wodorowej (EHE – Environmental Hydrogen Embrittlement) – pojawia się ona już w trakcie eksploatacji elementu, gdy wodór powstaje w wyniku reakcji korozyjnych, zachodzących na powierzchni łącznika. Procesy te mogą być szczególnie intensywne w miejscach uszkodzenia powłoki ochronnej lub przy dużej wilgotności. Za zapobieganie EHE odpowiada w głównej mierze projektant i wykonawca konstrukcji.
Kiedy dochodzi do zniszczenia?
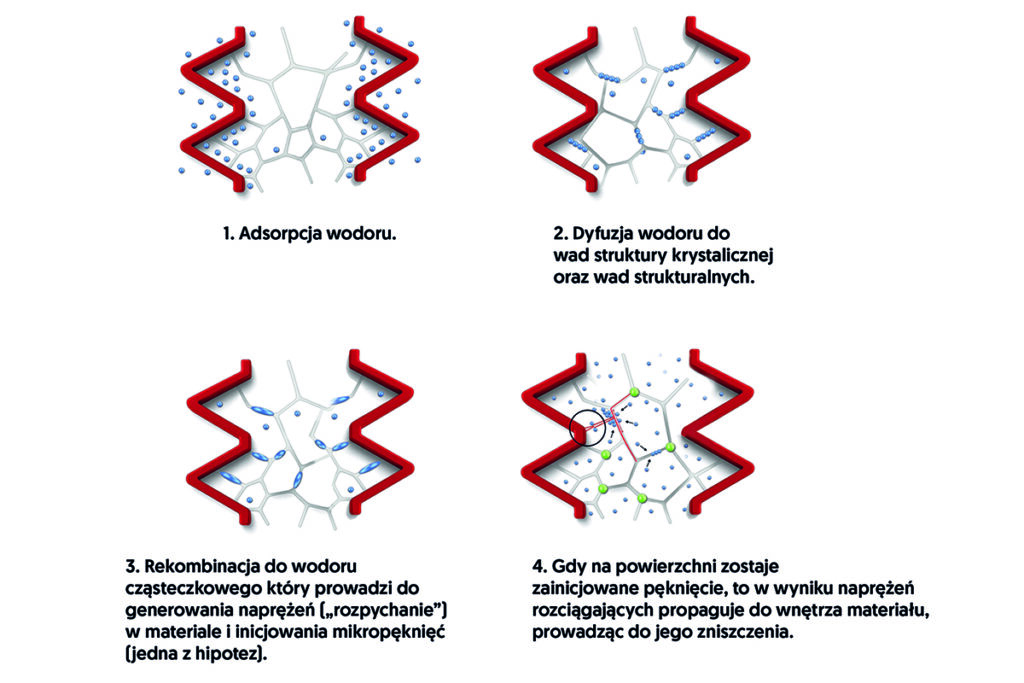
Aby wystąpiło pęknięcie spowodowane kruchością wodorową, muszą jednocześnie wystąpić trzy czynniki:
- wrażliwy materiał – stal o twardości powyżej 390 HV (czyli ok. Rm > 1200 MPa);
- naprężenia rozciągające – o źródłach zarówno zewnętrznych, jak i wewnętrznych, często generowane przez zbyt duży moment dokręcenia;
- obecność wodoru atomowego – wprowadzona z zewnątrz lub powstała wskutek procesów korozyjnych.
Jak ograniczyć ryzyko IHE?
Najczęstszym źródłem wodoru w procesie produkcji jest cynkowanie galwaniczne. Pomimo stosowania inhibitorów i kontroli procesów, nie da się całkowicie wyeliminować ryzyka nawodorowania. Dlatego najlepszym rozwiązaniem jest zastosowanie powłoki lamelarnej typu SQ Ceramic, która nie tylko eliminuje ryzyko IHE, ale także oferuje nawet dziesięciokrotnie wyższą odporność korozyjną w teście NSS.

Środowiskowa kruchość wodorowa – problem montażu i eksploatacji
W praktyce budowlanej częściej spotykamy się z kruchością środowiskową (EHE), pojawiającą się już po zamontowaniu łącznika. Wodór uwalnia się podczas reakcji elektrochemicznych towarzyszących korozji – szczególnie wtedy, gdy powłoka ochronna ulega uszkodzeniu. Powłoki anodowe, takie jak cynk, chronią stal kosztem własnego zużycia, ale w miejscu uszkodzenia mogą generować lokalne nasycanie wodorem. Dzieje się tak w wyniku reakcji elektrochemicznych typu redoks (redukcja – utlenianie), podczas których zachodzi wymiana elektronów między cynkiem a stalą. W ich efekcie na powierzchni stali powstaje wodór atomowy, który może wnikać w materiał i prowadzić do pękania.
Ryzyko pęknięcia zwiększa się, gdy:
- elementy są przeciążone lub zbyt mocno dokręcone,
- montaż wykonano nieprawidłowo (np. pod kątem, z uszkodzeniem powłoki),
- występuje wilgoć lub agresywne środowisko chemiczne (np. impregnowane drewno).
W takich warunkach pęknięcie może pojawić się po wielu miesiącach, a nawet latach od montażu, dlatego kontrola i odpowiedni dobór powłok są kluczowe już na etapie projektowania.
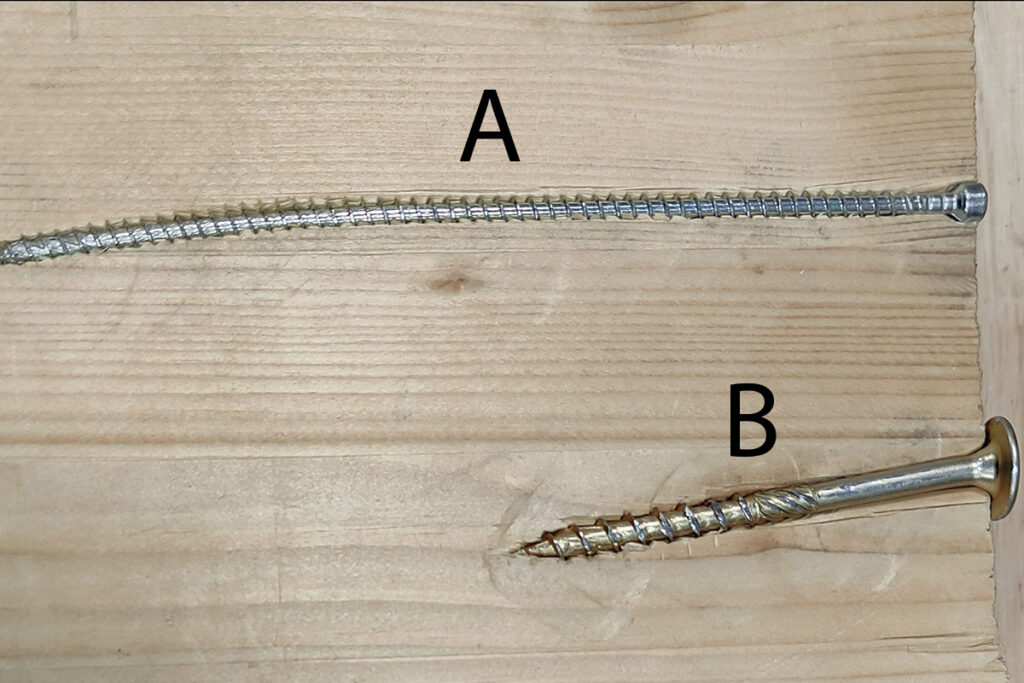

B – naprężenia rozciągające generowane z powodu krzywego wkręcenia wkrętu; C – mechaniczne uszkodzenie powłoki antykorozyjnej
podczas wkręcania. Rys.: Klimas Wkręt-Met
Powłoka SQ Ceramic – skuteczna bariera ochronna
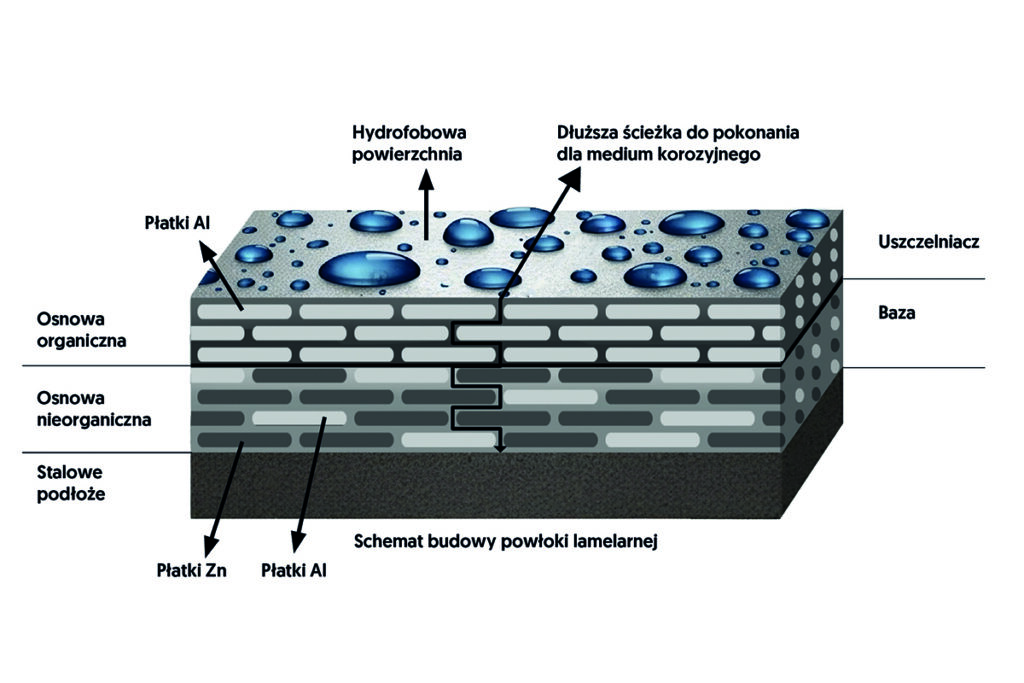
Nowoczesne powłoki SQ Ceramic, składające się z płatków cynku i aluminium zatopionych w osnowie organicznej, łączą kilka mechanizmów ochronnych: barierowy, pasywacyjny i katodowy. Tworzą one szczelną, hydrofobową warstwę o niskim przewodnictwie elektrycznym, co ogranicza intensywność reakcji redoks i tym samym zmniejsza ilość powstającego wodoru. W porównaniu z klasycznym cynkiem galwanicznym, taki system ochrony zapewnia znacznie dłuższy czas do pojawienia się pierwszych ognisk korozji, a więc i mniejsze ryzyko EHE.




Kruchość wodorowa to zjawisko zdradliwe – niewidoczne, ale wyjątkowo groźne. Nie wystarczy dobra stal i „błyszcząca” powłoka. Kluczowe jest połączenie właściwego doboru materiału, kontrolowanego procesu produkcji, odpowiedniej powłoki ochronnej i prawidłowego montażu.
W praktyce polega to na:
- unikaniu wkrętów, łączników wykonanych z tanich gatunków stali, które wymagają zwykle wyższego hartowania, co prowadzi do osiągania twardości wkrętów powyżej 390 HV;
- stosowanie powłok nieelektrolitycznych lub lamelarnych typu SQ Ceramic;
- dbanie o prawidłowy montaż i ochronę przed korozją.
Tylko wtedy można mieć pewność, że element złączny zachowa swoje parametry przez cały okres eksploatacji – bez ryzyka, że niewidoczny atom wodoru zadziała na konstrukcję niczym bomba z opóźnionym zapłonem.